【設備導入のお知らせ】CNC旋盤 QUICK TURN 350MA

昨年より導入を進めてきました、CNC旋盤(ターニングセンタ) ヤマザキ マザック製 QUICK TURN 350MAを2020年2月に導入いたしました。

複合加工機の種類
複合加工機は、大きく分けて下記の2種類があります。
- マシニングセンタをベースに(フライス加工)に旋盤のように高速回転する機能を備えた機械
- NC旋盤にマシニングの機能を追加した機械(CNC旋盤・ターニングセンタとも呼ばれます)
今回茂呂製作所は、CNC旋盤を導入いたしました。
複合加工機の中でも、マシニングベースも旋盤ベースもそれぞれ一長一短がありまして、どちらが優れているとは簡単に言えないものです。
マシニングベースの複合加工機
通常のマシニングセンタは、X軸・Y軸・Z軸の3軸で構成されています。
これが複合加工機になると、回転軸・傾斜軸の2軸を追加することにより、今まで人的に行なっていた加工面の変更を、加工物や刃物自身を動かすことによって人的に変更することなく加工ができます。
旋盤ベースの複合加工機
通常のNC旋盤はX軸・Z軸で構成され、円筒状の加工物の外径・内径切削や溝入れ、穴あけなどの加工を行ないます。
これが複合加工機になると、工具軸(加工物ではなく刃物を回転させる機能がある軸)やY軸といった主軸以外に回転する軸を持ち、フライス加工や加工物のセンター以外への穴あけなどを行なえます。
主軸以外に軸を持つことから、ワンチャックでの加工範囲が広がり、加工が容易になります。
茂呂製作所の選択
茂呂製作所は旋盤加工からスタートした会社ですので、迷わずCNC旋盤に決定いたしました。
今回この機種を選んだ理由としては、弊社初となる複合機になり現在使用するNC旋盤よりも多機能でありながら、初導入での扱いやすさ・操作性に重点を置きました。
Y軸は装備していませんがその分扱いやすい点が魅力です。
今後も拡充していくことを念頭に、初級として今回はこの機種を選定しました。
いよいよ導入
機械が導入される場所は、せっかくですので床面にペンキを塗り、きれいな状態としました。

参考: 切削液について
前日には機械に使用する切削液も用意いたします。
220リットルとたくさんの量が必要です。
ちなみに切削液は濃いものを水で薄めて使いますが、この濃度管理については各社考え方が違うようです。
大体でよいという会社様もありますが、茂呂製作所はきちんと濃度計で管理しております。
切削液の管理も製品の良し悪しにつながります。
希釈が濃い場合はいわゆる「ネバリ」が出てしまいます。
油分が多く本来の冷却機能が損なわれしまい水溶性の強みを活かしきれません。
希釈が薄い場合は逆に水分が多く、本来の潤滑機能が損なわれてしまいすぐに加工物から流れてしまうため、加工物へのキズなどが懸念されます。
お客様に良いものが届くように細かい点にも気を使います。

搬入当日
搬入当日、生憎の雨となりました。
トレーラーから機械を下す際にはきちんとビニールシートで覆われ機械が濡れないように養生されております。
手足がかじかむぐらい寒い雨の中でしたが、搬入・据え付け担当のスタッフの方々は手をぬかず丁寧に作業してくださいました。
ありがとうございます。


複合旋盤(ターニングセンタ)でできること
複合旋盤でできる作業は、通常の旋盤による円筒加工に加えて大きく分けて3つあります。
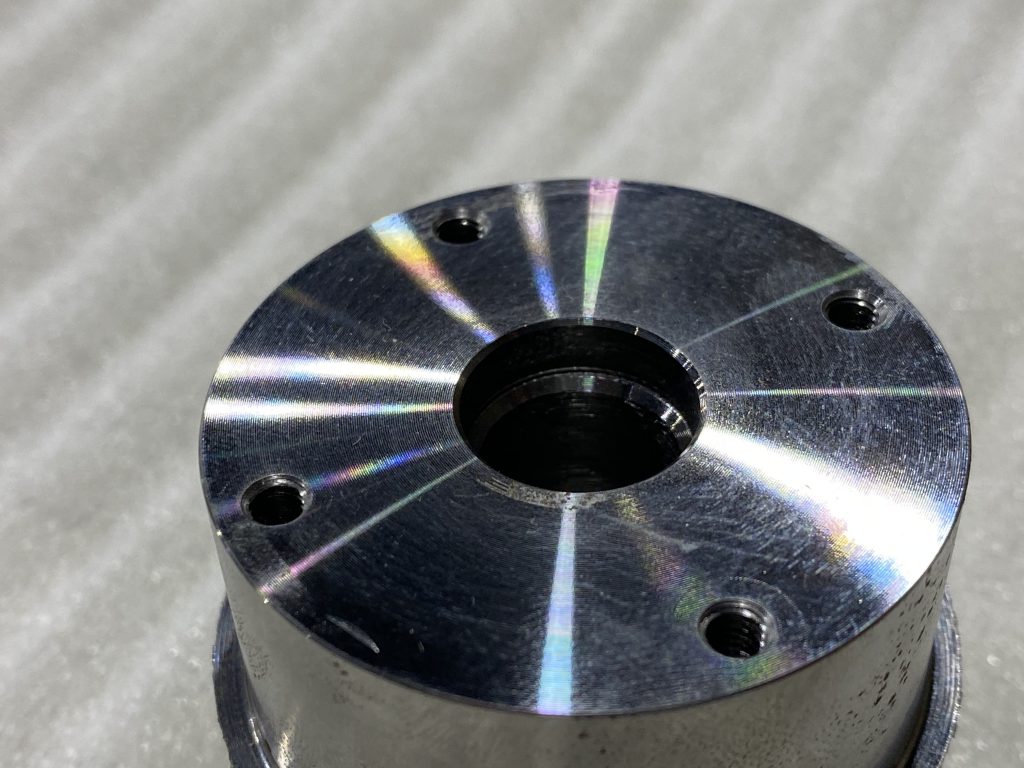
1.端面への穴あけやメネジ加工
今まで旋盤工程の後、マシニングセンタにて行っていた加工が一度に行えます。
材料を回転させる主軸に回転角度の制御がついています。
例えば、円周状に90度ずつ4か所取付用のねじ穴を加工する際に、主軸が90度正確に回転できるため旋盤加工の後、そのまま加工ができます。
2.外周部にキー溝加工
やはり円筒状の部品は、機械要素の中の回転部分に使われることが多いです。
回転力の伝達にはキーが一般的でキー加工を行うことが多くあります。
今までは、旋盤加工後に汎用フライスなどで行うことが多かったのですが、複合旋盤では一台で加工が行えます。

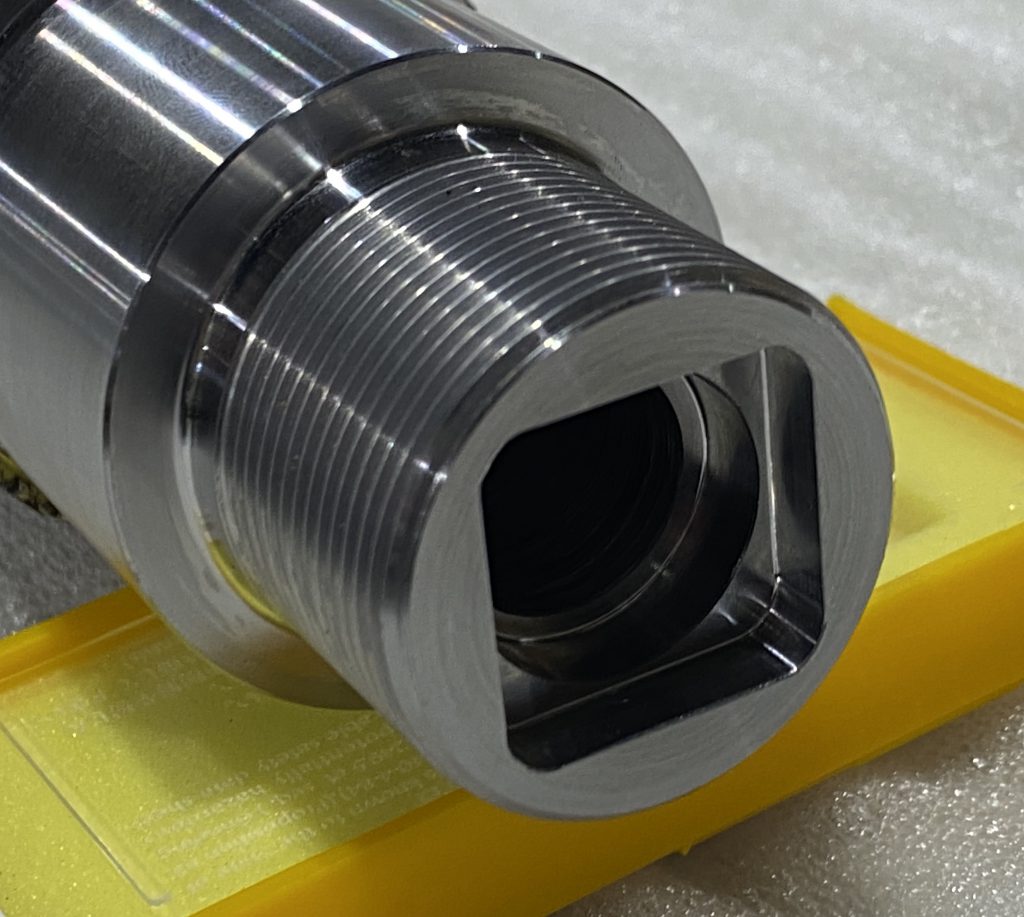
3.外周部や端面に平面加工
円筒加工の外周部や端面にカバーや別部品を取り付けたいために一部だけ円筒状ではなく平面を作ったり、ほかの部品をぴったりはめ合うようなニーズも多くあります。
この作業も1台で行うことができます。


このように、加工機の増強により、お客様には高精度な製品を短時間で提供することが可能になりました。
もちろん、今まで通り特殊な形状の製品は、茂呂製作所の最大の特徴である治具を用いた加工方法でも対応させていただきます。
お客様のご要望に幅広く応えてまいりますので、ぜひご相談ください。
