NO.9275
【食品製造】ホッパー補充搬送制御の改善事例 – PLCラダー改修による「材料切れ停止」の解消
ご依頼の背景
食品製造ラインにおいて、雑穀を配合・個包装する自動機の 材料ホッパー補充が追いつかず、装置が停止してしまう という問題についてご相談をいただきました。
特に、
- 混合する材料の種類が多い
- 補充指示が高頻度で発生する
といった特定の品種を製造する際のみ、優先順位の低い材料が補充されず、ホッパーが空になって装置が停止する状況が発生していました。
対象設備について
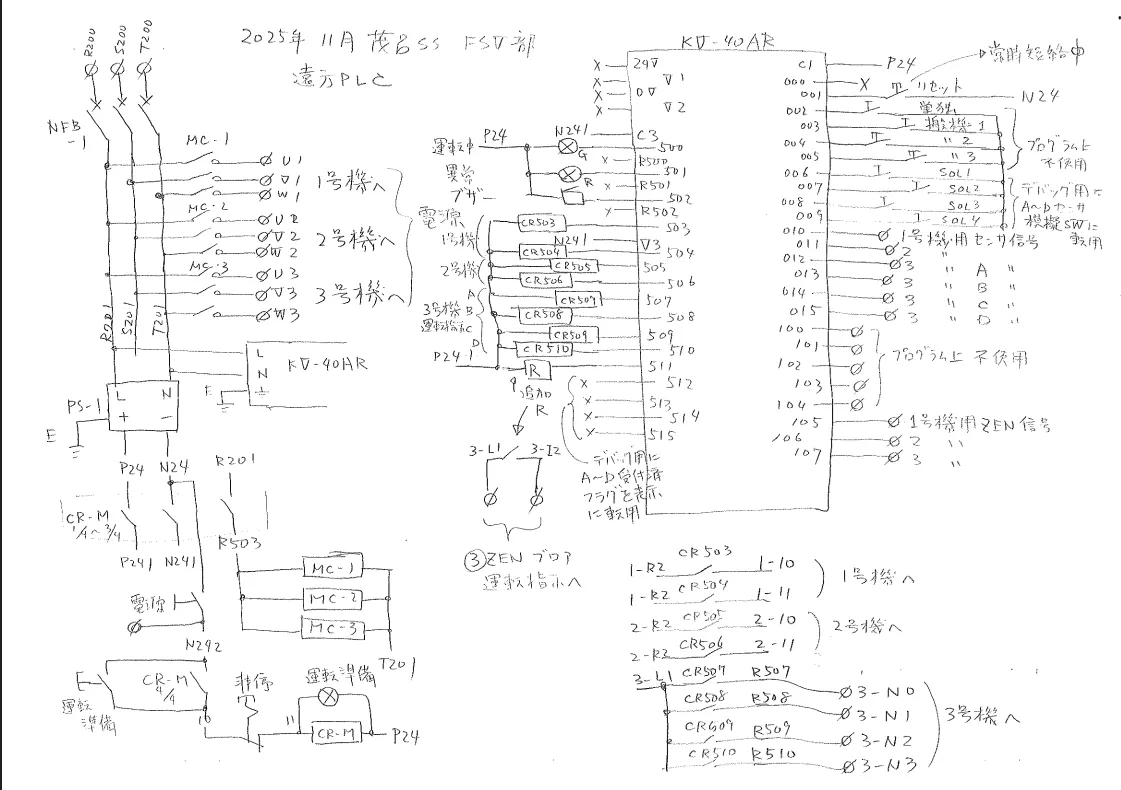
- 設備名称:材料ホッパー補充用 搬送装置
- 用途:自動包装機(雑穀配合)へ材料をエア搬送で補充
- 構成
- 材料貯蔵槽(複数)
- 真空搬送用ブロア
- 真空振り分け電磁弁
- 搬送制御盤(PLC)
ブロアは複数台で構成され、
1台の搬送制御盤が全体を統括していました。
現象と課題
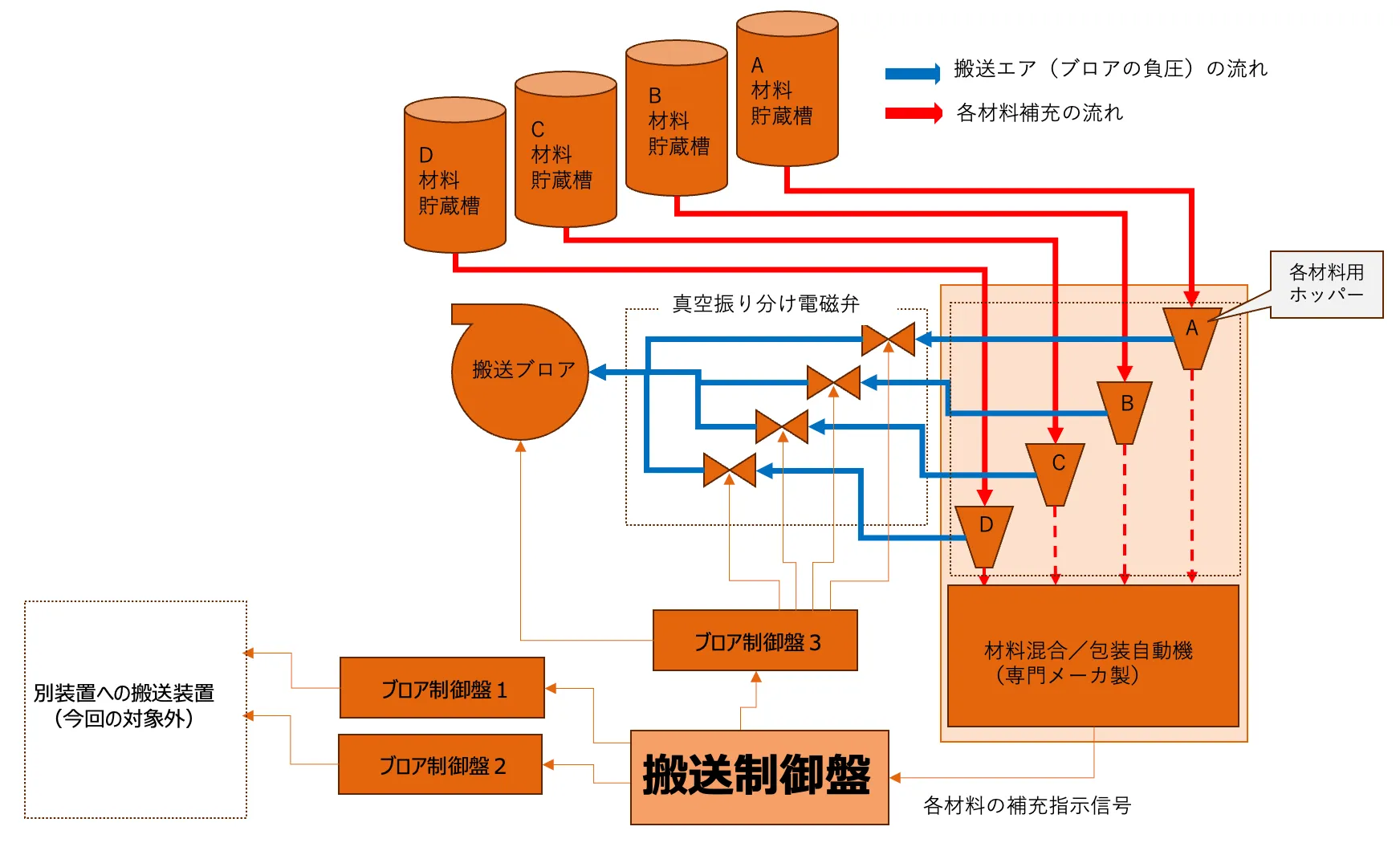
「搬送制御盤」は3台のブロア制御盤を統括している
- 仕組み
ブロアの負圧(真空)で生じるエアの流れに乗せて各貯蔵槽からホッパーに材料を送り込む。 - 補充指示
ホッパー内の材料の減り具合に応じて、自動機が各材料の補充指示を出す。複数の材料の補充指示が順不同に重なって発生することもある。 - 搬送制御盤の役割
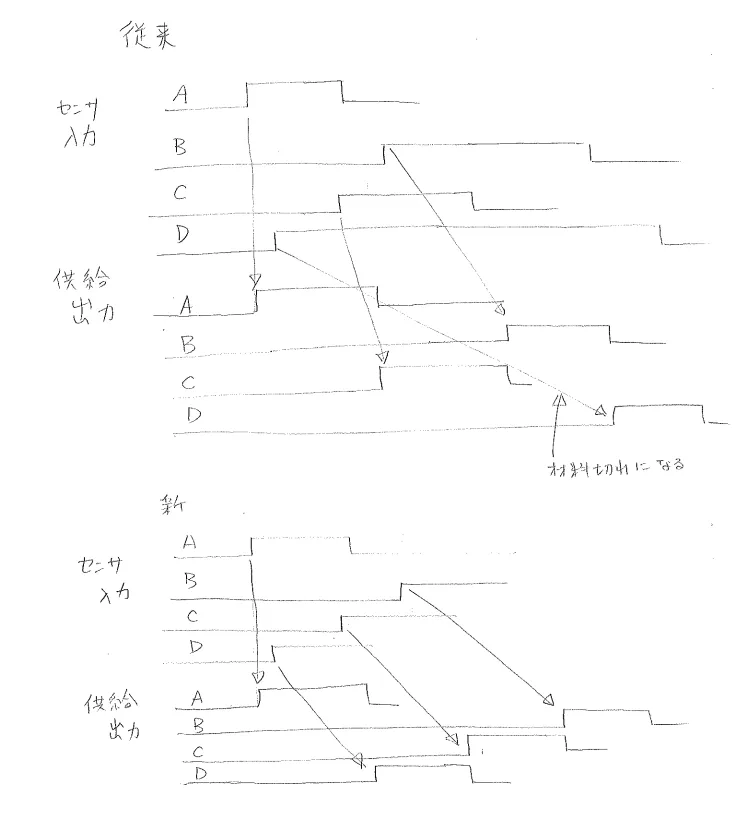
指示のあった各材料を、真空振り分け電磁弁を切り替えることで順次補充する。補充指示が重なって発生すると、優先順位の高い方からA→B→C→Dの順で、補充が行われる。
従来の搬送制御盤の課題
上記の3の通り、高い方からA→B→C→D低の順で優先順位が決まっていたため、優先順位の低いC、Dの材料は常に後回しにされ、ホッパーが空になって、自動機が停止してしまうことがあった。
原因の整理
原因は、機械的な不具合ではなく、
PLCラダープログラム上の制御ロジックにありました。
- 複数の補充要求が重なった場合の処理順を明示的に定義していない
- その結果、プログラム上「自然発生的な優先順位」が生じていた
製作当時は、供給速度や運用条件から、そこまで厳密な制御が求められていなかった可能性が高いと考えられます。
対応方針
今回の改善では、
ハードウェアには一切手を加えず、
PLCラダーの変更のみで問題を解決する方針としました。
改善の考え方
- 補充要求が出た順番を記録
- 先に要求があった材料から順に必ず補充する
- いわゆる
FIFO(先入れ先出し)制御を採用
これにより、
特定の材料だけが後回しになる状況を解消します。
作業内容の概要
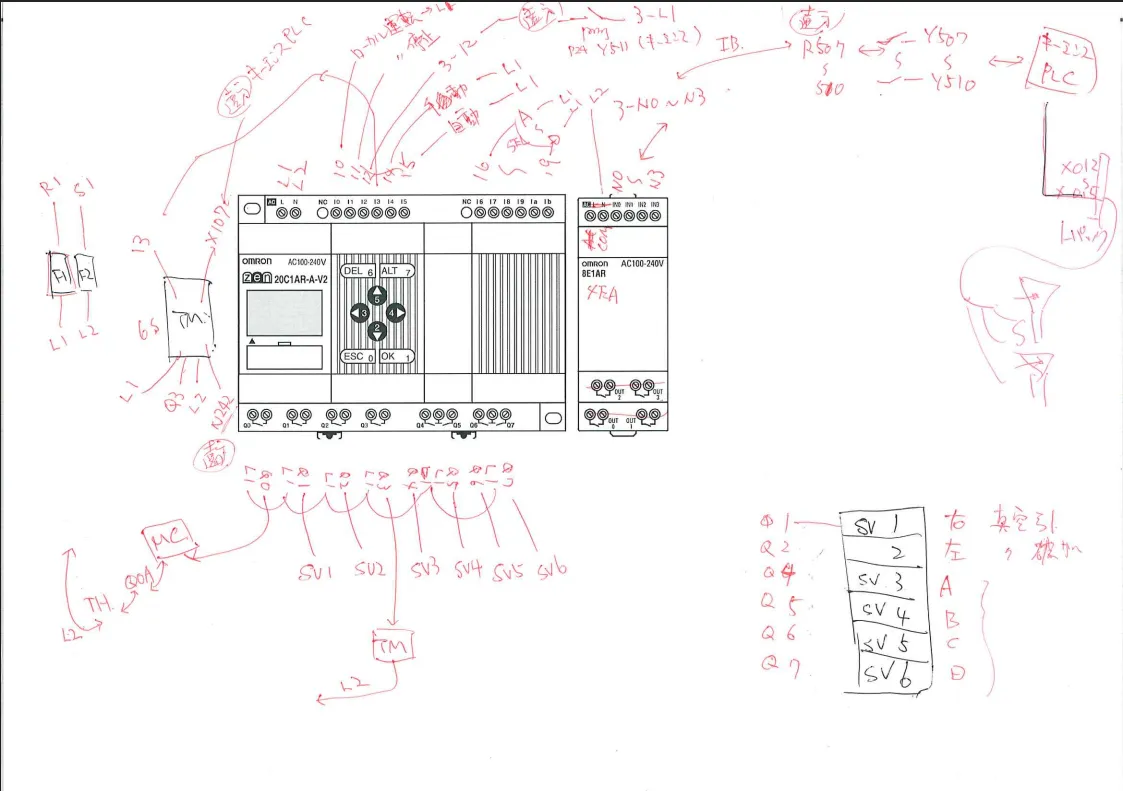
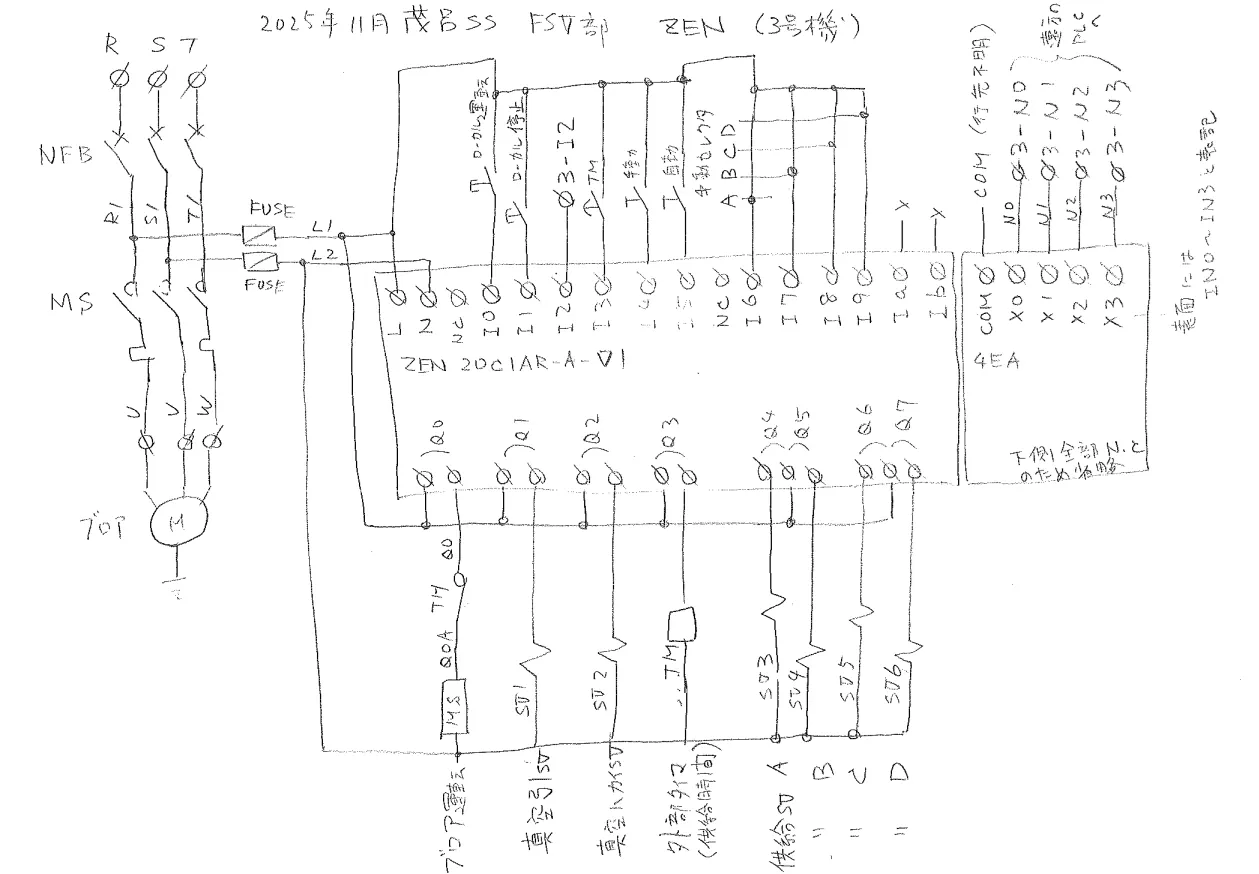
- 既存の搬送制御盤・ブロア制御盤のIO配線情報を整理・図面化
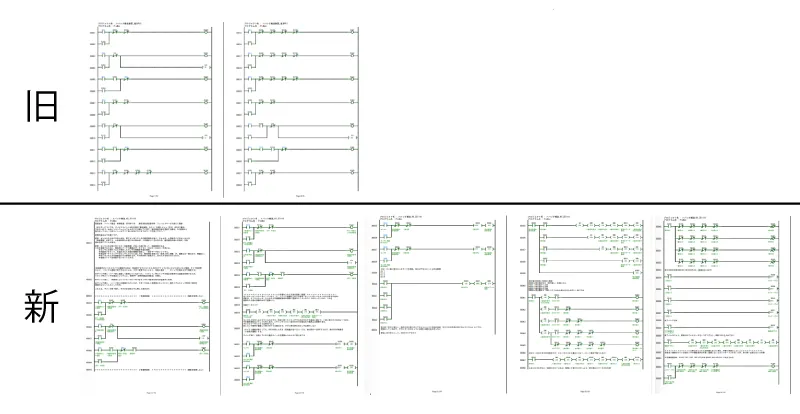
- PLCラダーを回収し、デバイスコメントを付与して可読性を向上
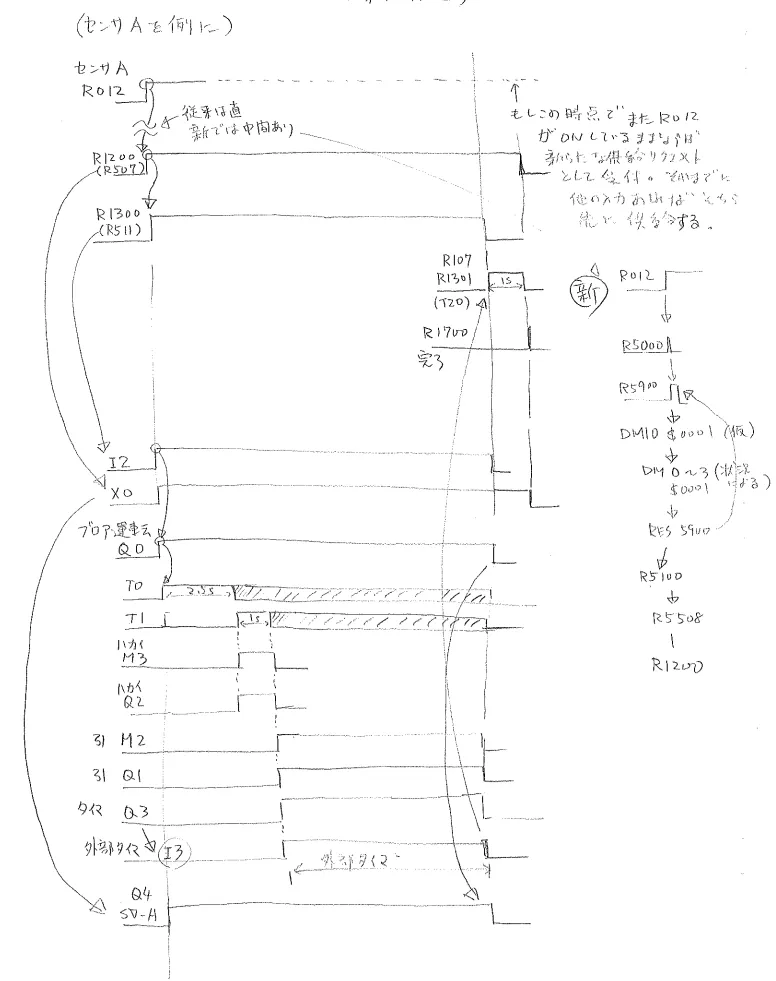
- 実際の動作を想定し、タイムチャートを作成して挙動を可視化
- FIFO制御を組み込んだ新しいラダーを作成
- 稼働停止時間を最小限に抑えるため、事前にテスト回路でデバッグを実施
- 実機にてラダーを更新し、動作確認
稼働中の設備であったため、
過剰供給や材料混入が絶対に起きないよう、
慎重に検証を行いました。
改善後の結果
- 補充要求が発生順に正しく処理されるように改善
- 優先順位の低い材料も確実に補充される
- 材料切れによる自動機停止が解消
- 製造条件が厳しい品種でも、安定稼働を実現
ハード改造なしで、
制御ロジックの見直しだけで大きな効果を得ることができました。
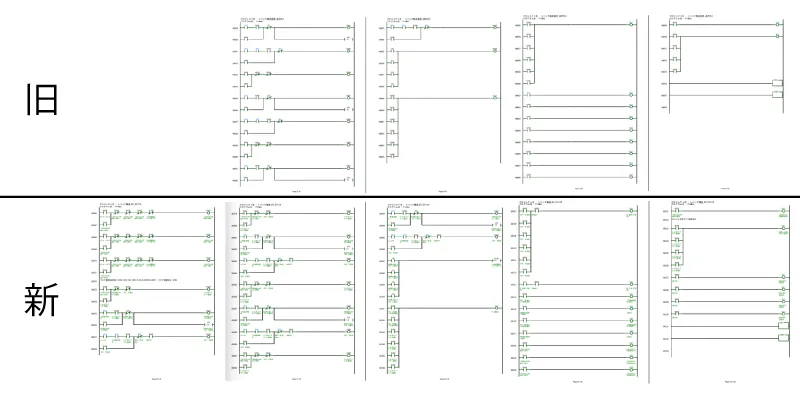
更新前後のラダーの違い(優先順位の処理部分が追加)
まとめ
制御の問題は、機械が壊れていなくても現場を止めてしまいます。
今回は「なぜ特定条件で止まるのか」を丁寧に整理し、ラダーを組み替えることで、設備本来の能力を引き出すことができました。
自動化設備では、「条件が変わった」、「製品構成が増えた」といった変化に対して、制御が追いつかなくなるケースが少なくありません。

「原因が分からない停止」、「特定条件だけで起こる不具合」などでお困りの際は、ぜひご相談ください。
