
【すり合わせ加工】テーパー嵌合部


今回は、将来のエースとなる加工技術者に対してテーパー嵌合部のすり合わせ加工の研修を行いましたので、その内容をお伝えさせていただきます。


液体や気体などの流体を通したり止めたりするバルブなどの部分は、しっかりと密着するようにオス・メス部の部品に高い密着度が求められます。
また、軽量・小型部分で大きな嵌合力を必要とする部品にもテーパー嵌合が求められます。
当然オス・メス部の部品をそれぞれ高精度に作りますが、どうしても加工誤差といわれるわずかなズレが生じます。
加工する機械や大きさ、材質にもよりますが、数値に表すと5/100~5/1000mm程度の誤差が生じます。
その誤差の分、密着しない状態となります。

目視で確認できる隙間は5/100mm以上ともいわれているので目で見るとぴったりです。
ですが、高圧の流体を加えるとそのわずかな隙間から漏れてしまいます。
車のエンジン内部のバルブなどが代表的な構造です。
また、誤差の分だけ嵌合力も低下いたします。
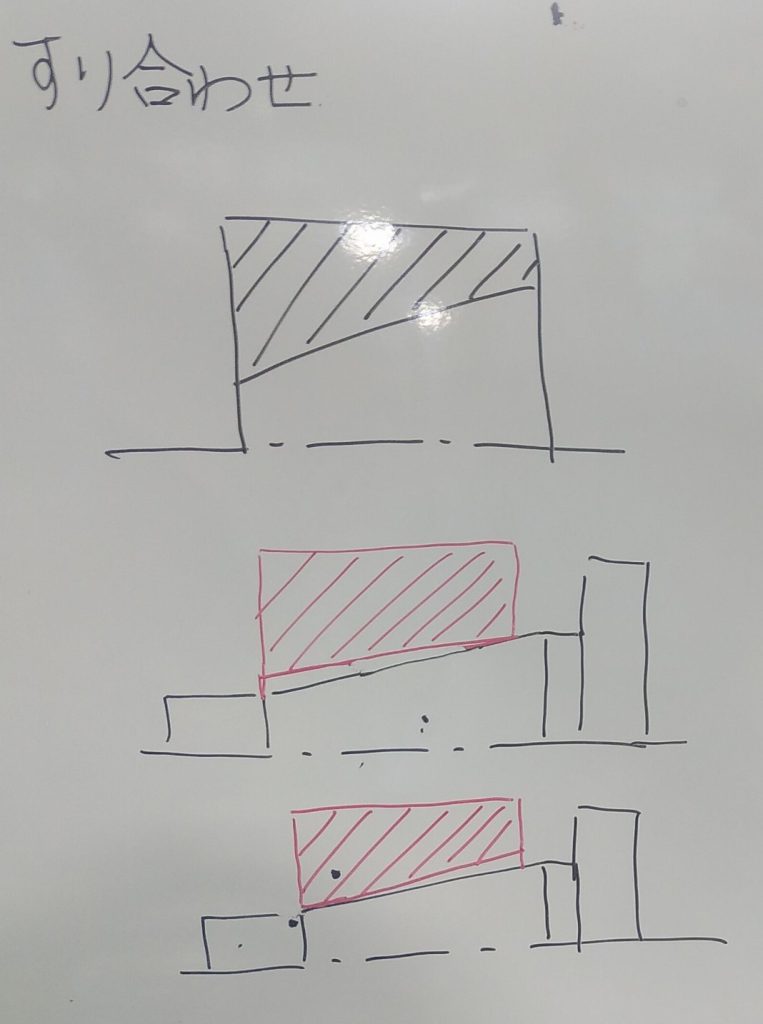
そこで、すり合わせという誤差の部分をなくす工程があります。
でき上がったオス・メスのテーパー部品の片方に研磨剤を塗布して回転させ、もう片方の部品を押し付けます。
そうすると、オス・メス部品の誤差であるお互いのわずかに出張ていた部分が、研磨剤によって削られ密着いたします。




強く押し付けるとオス・メス部がしっかり嵌ってしまい、手で持っているメス部も回転してしまいます。
手の感覚でしか解らないのですが、何度かやっているうちにコツがつかめてきました。



密着したかどうかは、光明丹(こうみょうたん)を使って確認します。
光明丹とは赤色の顔料で、工業用の油絵の具のようなものです。
塗布したのち再度オス・メス部品を組み合わせて少し回転させます。
結果として光明丹が均一にのびていれば、すり合わせは完了です。
すり合わせが十分にできていない箇所は金属同士が擦れるのでその部分のみ光明丹がない状態となります。

上の写真は、光明丹(左)と研磨剤(中・右)。
研磨剤には粗さがあり、今回は中目から加工しはじめ、細目で仕上げるという工程となりました。
光明丹での確認の際、粘度調整を行います。
粘度が高すぎると狭い隙間に入りにくく、低すぎると流れてしまい、当たりの確認ができません。
このような細かいノウハウはマニュアル等にはなくベテランからの大事な教えとなります。
下の写真のようにオス部品の面の一部に光明丹を塗布し、メス部をかぶせた状態で軽く回転させます。
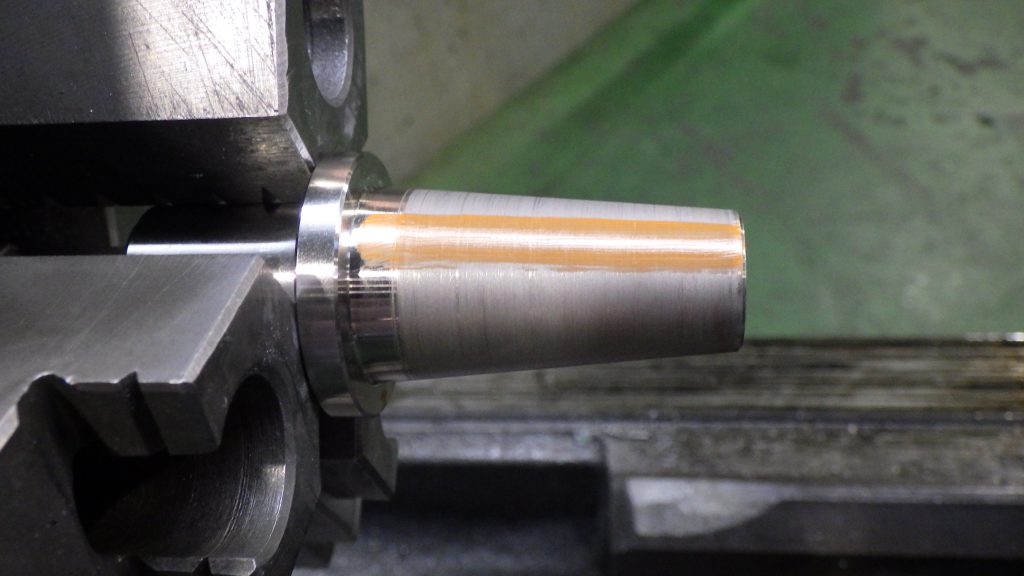
下の写真の状態ですと、一部光明丹がなくなり金属が露出しています。
この部分はすり合わせが不十分ということとなりますので、再度すり合わせ作業を行います。
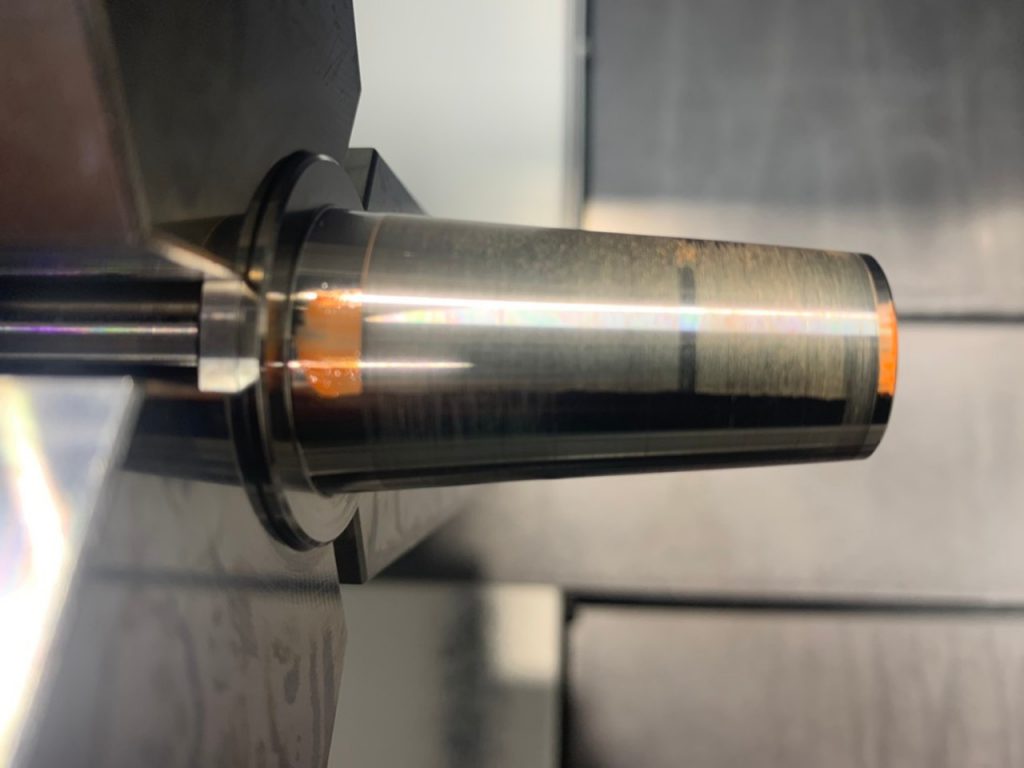
しっかりとすり合わせができますと、見た目では大きく変わりませんが軽く組合わせても人間の力では抜けないぐらい大きな嵌合力が得られます。
大きな圧力の流体にも、テーパー部が組み合ったときには漏れないようになります。
指導を受けた若手技術者の感想は下記の通り。
- 新型機でテーパー加工を行ったのですが、最新鋭機でも誤差はどうしても出てしまうんですね。
- 研磨剤ですり合わせをしていると最初はゴロゴロとした感触でしたが、仕上がるにつれてスルスルとした感触になるのが会得できました。
- 光明丹を使った確認で高精度な確認ができる事が解りました。 目視確認でもここまで高精度な確認ができるのですね。
習得できたようで何よりです。
通常納品する製品では、オス・メス部を組み合わせた状態で流体にて圧力を加え、漏れが無いことをもってすり合わせ完了を確認します。
ただ、研修の中ではこのように目視で確認することにより、すり合わせの精度をより現実的に体感することができると考えています。
このように茂呂製作所では社内の教育もしっかり行い、次世代に技術を継承しております。
また、通常の機械加工に加え、職人技である旋盤によるすり合わせ加工も対応しています。
流体の制御や大きな嵌合力が必要な部品のご相談も承っておりますので、お気軽にお声がけください。


