SCM440(調質材)長尺シャフトの特急製作
~予備知識~
・調質材
部品の使用用途によって必要となる硬度や強さが違う為、通常の材料は圧延されたままの状態(熱処理なし)から加工致します。
ですが各材質には一般的な調質硬度がありますので、すでに材料メーカで熱処理してあるものを使用することで後で熱処理をする手間や形状、寸法変化のリスクを防げる効果もあります。
つまり、調質材とは、焼入れ・焼戻しされた材料の事を言います。
・クロムモリブデン鋼鋼材 SCM440
JIS G4053 機械構造用合金鋼鋼材(10?11種類?だった記憶です。。。)の中でも比較的、硬度が高い方の鋼材になります。
硬い材料ですので良い加工条件でないと材料にビビリ(波うち)や歪み、刃物の刃損や加工寸法精度への悪影響を及ぼす事があります。
さて今回の緊急ミッションの開始は。。。
加工仲間の会社様より、加工を開始したものの上手に加工が出来ないので助けて下さい!とヘルプ依頼電話が、、、材質・加工内容・緊急性を電話で確認してメールで図面確認。
旋盤加工の経験値からの憶測・社内設備・職人技量の判断を即座に行い、10分以内の回答で「OK、出来ます!」
さらにタイミングよく依頼者様の会社近隣へ行くスタッフがいたので2時間後には材料引取り完了!
早速、加工開始です。
①捨て加工+センター穴加工
簡単な説明となると・・・素材の安定や素材内部応力によって発生している変形を取り除く目的と、精度的な基準を設ける目的として、素材の複数個所に基準面を作っていくイメージです。
特に長尺品の加工に関しては(本製品は、素材寸法φ60 x 1300mm;仕上がり寸法φ50 x 1274mm)重要な行程となります。

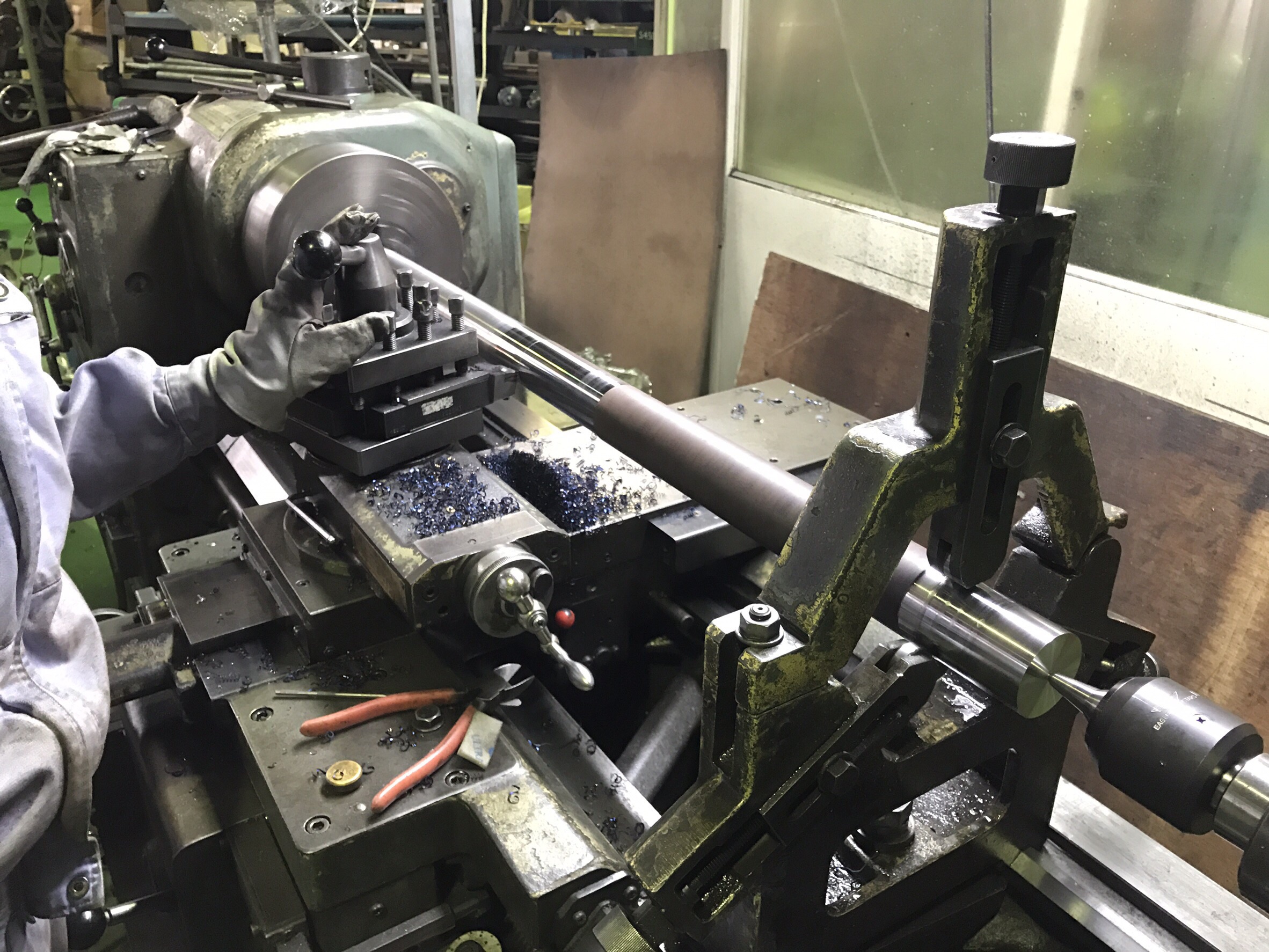
②基準部の仕上げ加工
素材両端を捨て加工部を基準面にして均等に支持する為に、テールストック側端面をセンターで支持。
ただ、センター支持だけでは素材中心部に振れが発生し精度良く(均一)切削する事が出来ないので、振れ止めという道具を使用します。約300mmごとに振れ止めをしながらノーズR0,4のバイトで行います。
この段階でビビりを発生させてしまうと、仕上げ加工時にもビビッてしまったり、ビビり目の除去が不可能になってしまう恐れがあります。
素材の振れを良く確認しながら、振れ止めの位置をずらして1番加工範囲の広い中央部を仕上げます。

③両端部の仕上げ加工
仕上げ加工を行った中央部をチャッキングし、両端の幾何公差含む精度要求された「はめあい部」と「ねじ加工」を、NC旋盤にて行います。
長尺製品につき、両端のはめあい分が同芯度0.02mm以内に加工するのは非常に難しいですが、【捨て加工こそ重要に】【確認を怠らない】【加工の音、振動を感じる】など、職人の感覚的な要素も盛り込まれて完成の道へ!

④出荷検査
特に特急製作の場合、普段よりも時間的な制限の厳しさもあり、加工者へ精神的負担も多くかかります。
随所、仲間同士で確認を密に取りながらの加工になりますが、先入観からのミスというものも起こりうるのもです。
客観的な数値化にて最終検査を行い、安全な品質を確認致します。
⑤今回のミッション内容と時間軸
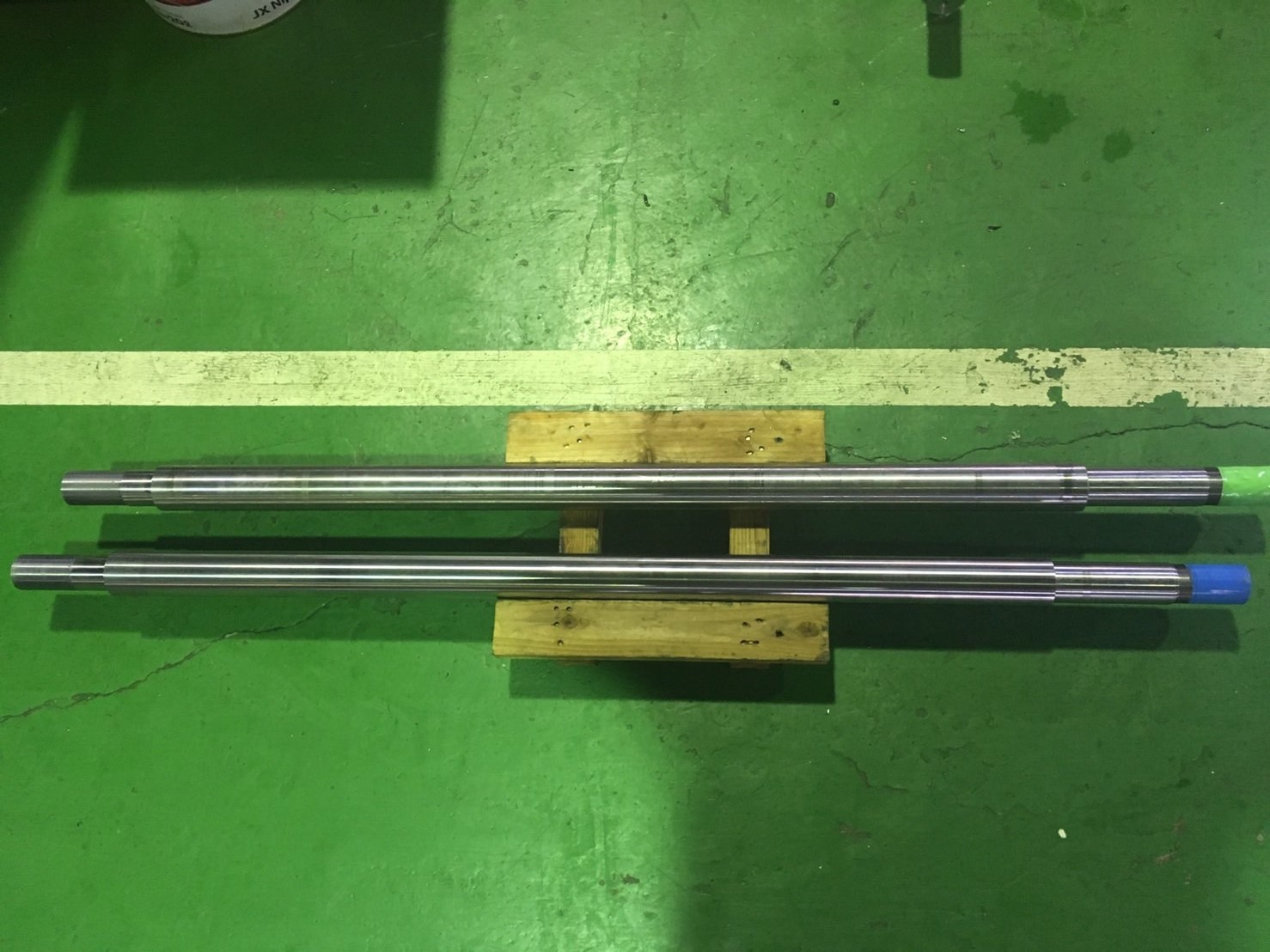
SCM440(調質材) φ50 x 1274mm シャフト 数量=4本
初回相談 3/15(水) 12:40
受注確定 3/15(水) 13:00
納品完了 3/17(金) 10:30
スピーディーな対応でお客様は驚きも隠せず大喜び!大満足頂きました!
最近ではフライス、マシニングに比べると少なくなってきた旋盤加工ですが、当社の旋盤加工技術や対応力は健在です!
豊富な経験値からのご提案やアドバイスも含めて対応させて頂きます。
